NAK55、NAK80大名鼎鼎,为日本大同出品之高级镜面塑胶模专用析出硬化型预硬钢。
特性NAK55钢、现货:圆棒、板材、锻件、特殊尺寸可订货!

⑴实施固溶化和时效硬化,硬度可达37~43HRC。
○可在原状下刻模加工付诸使用,无须热处理。
⑵Ni-Al-Cu系时效硬化钢。
○切削加工性良好。
○放电加工后的研磨非常容易。
○焊接性良好。
○使用时变形量低可确保高精度。
○表面和中心的硬度均匀。
⑶特殊熔炼
○镜面研磨性优异,可得令人满意的光亮度。
○蚀花加工性良好。
NAK80
除具有NAK55的各种特性之外,还有下列特点:
○镜面研磨性极其良好。
○放电加工表面细致美观,可取代梨皮蚀花。
用途
NAK55
○高性能、精密塑料模具
○橡胶模具
○冲压模具(弯曲等)
NAK80
与NAK55相比,适用于重视下列性能场合:
○透明品等重视镜面研磨性时
○重视放电加工表面时
○产业机器等各种零件
化学成分
重量百分比(%)
|
|
NAK55
|
NAK80
|
|
C
|
0.15
|
0.05~0.18
|
|
Si
|
0.3
|
0.15~1.0
|
|
Mn
|
1.5
|
1.0~2.0
|
|
Ni
|
3.0
|
2.5~3.5
|
|
Al
|
1.0
|
0.5~1.5
|
|
Cu
|
0.3
|
0.7~1.5
|
|
Mo
|
1.0
|
0.1~0.4
|
物理性能热膨胀系数(×10-6/℃)

热传导率(cal/cm‧sec‧℃)


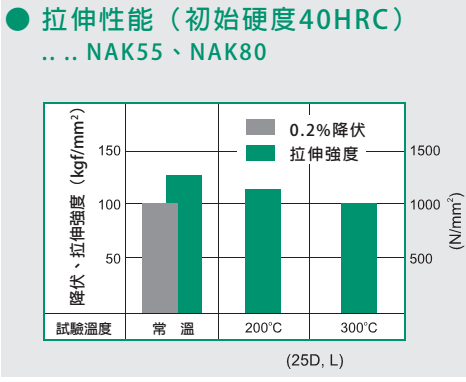
机械性能

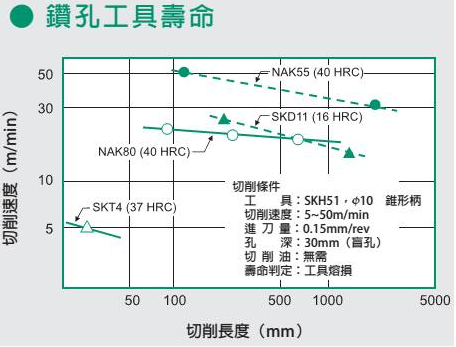
切削性能
均属易切削钢,但NAK80要比NAK55稍差。

镜面加工性能

一般研磨程序
粗加工(车削或铣削)后
①砥石研磨(#220→#320→#400)
②砂纸研磨加工(#320→#400→#600→#800
→#1000→#1200→#1500)
③钻石膏(#1200→#1800→#3000→#8000)
NAK55在#5000以上研磨时,依研磨方法其表面有时会产生梨皮状粗化。
气体软氮化性能

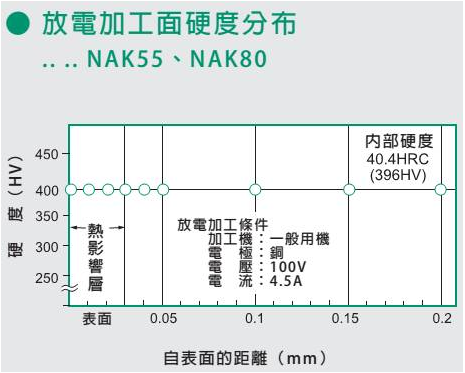
放电加工性能
放电加工面硬度不上升,便于精密加工。

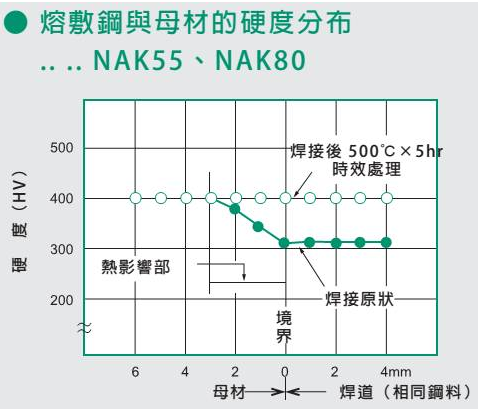
焊接性能
焊接部位硬度不升高。焊接后,加以时效处理,则不会产生蚀花不均。
焊接条件
焊接法:TIG焊接(氩气保护)
预热:300~400℃
电流:150~170A
焊条:同质合金(NAK-W)
堆焊方法
按照下列程序、方法进行堆焊。
1.模具事先清理
○全面去除油脂、污物、氧化皮等
○全面去除裂纹、表面处理层
○坡口加工拐角3R以上
2.堆焊焊条
○NAK-W(NAK55、NAK80通用)
3.预热
○300~400℃
○利用加热炉或丙烷、天然气缓慢加热
4.焊接
○直流正极性、分段退焊法
○条件
|
焊条直径
|
电极直径
|
电流
|
氩气
|
|
1.6mm
|
1.6mm
|
70~150A
|
6~9l/min
|
|
2.4mm
|
2.4mm
|
150~250A
|
7~10l/min
|
5.后热处理
○450~500℃×1h
【注意事项】
○利用丙烷气、天然气喷烧进行预热和后热处理时,为防止破裂起见,实行全面加热为宜。
○堆焊或使用中焊补龟裂时,往往焊层较厚。视堆焊量的多少,有时即使稍微牺牲尺寸变化,也要在堆焊后固溶化处理(870℃),并进行时效处理(500~520℃)。
(来源:日本大同产品宣传资料)
|


