NAK80钢现货:圆棒、板材、锻件、特殊尺寸可订货!

NAK80拉 伸 性 能
轧制材、初始硬度 40HRC)

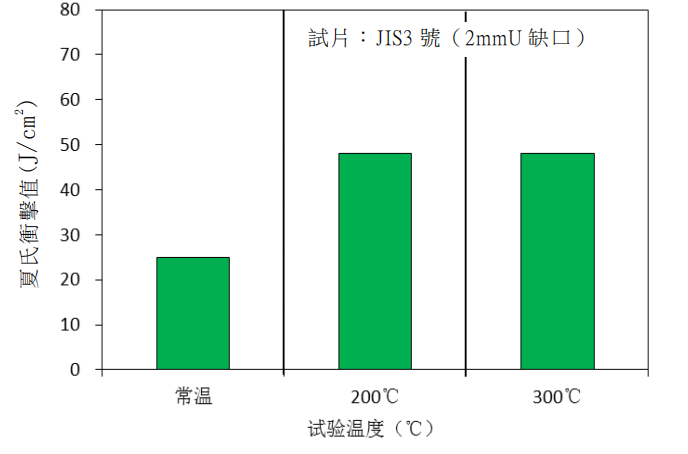
NAK80任性
轧制材、L 方向、初始硬度 40HRC
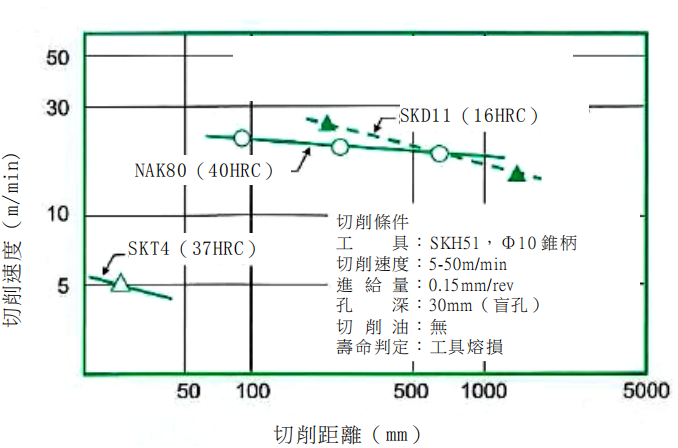
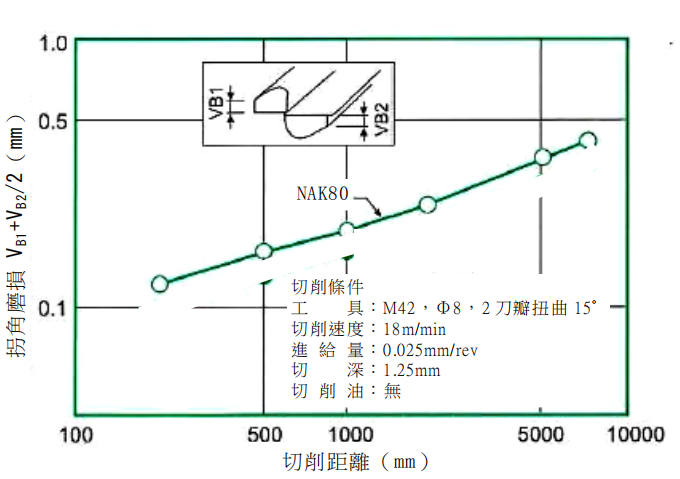
NAK80切 削 性
放电加工面硬度不上升,便于精密加工。
放电加工面的硬度分布

●放电加工表面

放电加工条件
加工机:牧野铣刀制
EDNC-22
电 极:铜(Φ20) 电 压:100V
电 流:3.5A
电极消耗:1%以下
加工面粗糙度:16µm
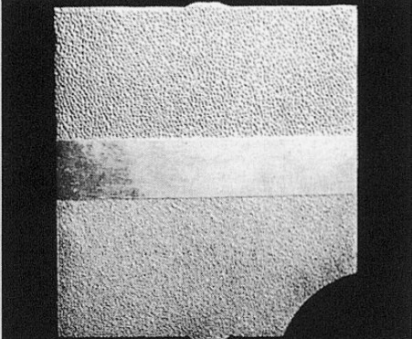
NAK80焊 接 性 能
焊接部位硬度不升高。焊接后,加以时效处理,则不会产生蚀纹不均。
熔敷钢与母材的硬度分布
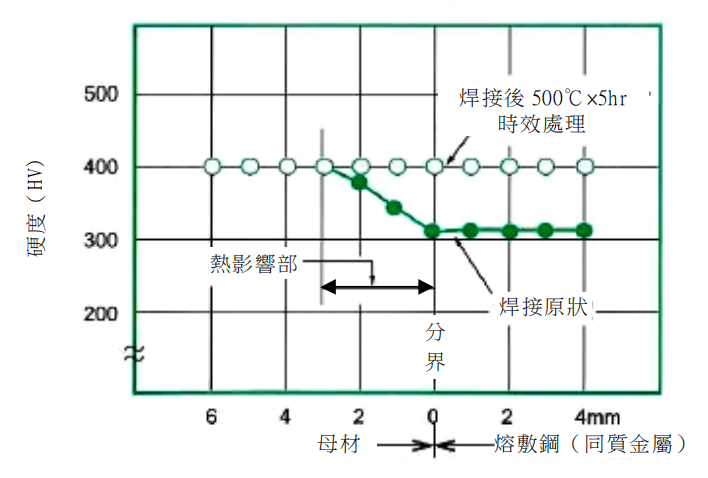
焊接条件
焊接法:TIG 焊接(氩气保护) 预 热:300~400℃
电 流:150~170A
焊 条:同质金属(NAK-W)
焊接原状
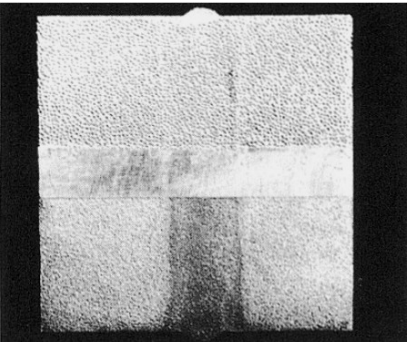
焊接后→时效处理
(500℃×5hr、风冷)
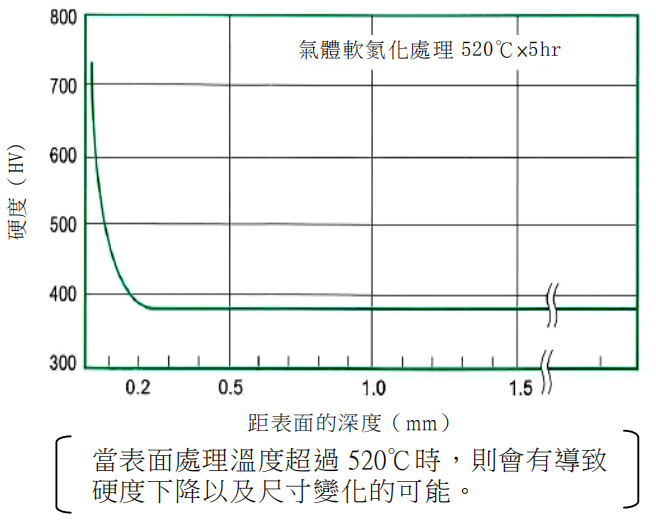
NAK80氧化性能
NAK80物理性能
热膨胀率
|
温度
|
20~100 ℃
|
20~200 ℃
|
20~300 ℃
|
|
×10- 6/K
|
11.3
|
12.5
|
13.4
|
导热率
|
温度
|
20℃
|
100℃
|
200℃
|
300℃
|
|
W/m・ K
cal/cm・sec・℃
|
38.9
[0.093]
|
39.3
[0.094]
|
41.9
[0.100]
|
42.7
[0.102]
|
比热
|
温度
|
20℃
|
|
J/kg・ K
|
653
|
|
cal/g・ ℃
|
[0.156]
|
杨氏模量
NAK80堆焊修补
|
模具事先清理
全面去除油脂、污物、氧化皮等
全面去除裂纹、表面处理层
坡口加工拐角 3R 以上2.堆焊焊条
NAK-W 3.预热
300~400℃
利用加热炉或丙烷、天然气缓慢加热4.焊接
直流正极性、分段退焊法
条件
焊条直径 电极直径 电流
1.6mm 1.6mm 70~150A
2.4mm 2.4mm 150~250A
后热处理
450~500℃×1h
|
氩气6~9L/min 7~10L/min
|
【注意事项】
|
|
利用丙烷、天然气喷烧进行预热和后
|
|
热处理时,为防止开裂起见, 实行全
|
|
面加热为宜。
|
|
堆焊或使用中焊补裂纹时,往往焊层
|
|
较厚。视堆焊量的多少, 有时即使稍
|
|
微牺牲尺寸变化,也要在堆焊后立即
|
|
消除应力(870℃)并进行时效处理(500
|
|
~520℃)。
|
|


