焊接的种类那么多,可能很多人不知道该选择什么样的焊接方法。
如果你在图纸上写上焊接符号,剩下的交给工匠。
经常是这样,但细想起来,往往会造成很大的麻烦。
作为机械设计人员,要有正确的焊接知识,选择合适的焊接方法。

1. 焊接类型
焊接类型分类如下表所示。
点焊等电阻焊属于压力焊,这里不再赘述。
|
分类(热源)
|
类型
|
特点/主要用途等
|
气焊
(气体燃烧)
|
气焊
|
薄的
|
弧焊
(电弧放电)
|
屏蔽金属弧焊
|
手动,无需气体
一般机械/结构
|
|
自保护焊
|
半自动、无气体
通用机械/结构
|
|
二氧化碳焊接
|
保护气体:CO2
|
|
MAG 焊接
|
保护气体:CO2 + Ar
消耗电极类型
|
|
MIG 焊接
|
保护气:适用于Ar
自耗电极型
铝合金
|
|
氩弧焊
|
保护气:适用于Ar
非自耗电极型
不锈钢
|
|
等离子焊接
|
保护气:适用于Ar
非自耗电极式
自动化
|
|
埋弧焊
|
粉末状焊剂焊接
结构大、形状简单
|
激光焊接
(光)
|
激光焊接
|
保护气:Ar,
适用于氮气自动化
|
电子束焊接
(电子)
|
电子束焊接
|
在真空中进行
深穿透
|
|
电渣焊(焦耳热)
|
电渣焊
|
不需要保护气体
的简单形状的大型结构
|
气焊
气焊是一种利用氧气和乙炔气体的燃烧热来熔化和连接金属的方法。
可以进行自由度高的焊接作业,因为接头很容易看到,并且如果您熟练的话,很容易控制加热条件。
但是,由于能量密度低,加热面积大,加热需要时间。
由于热效应的范围很广,所以会出现变形,但熟练的气焊工会选择一个会熟练地撞击的地方,并会神奇地纠正它。
屏蔽金属弧焊
电弧是放电的一种,据说可以达到 5,000 至 20,000°C,仅适用于集中熔化电弧飞过的部分。
电弧焊是其中最简单、最便宜的焊机,因此被称为“手焊”,是汽车维修店和爱好领域广泛使用的一种焊接方法。
保护金属电弧焊使用具有涂有焊剂的金属芯的焊条。
焊剂通过焊接热分解产生气体,该气体作为保护气体,因此不需要保护气体。
自保护焊
自保护焊是一种半自动化的金属电弧焊方法。
代替焊条,使用使用涂有焊剂的焊丝作为电极并自动提供焊条的焊机。
二氧化碳 (CO2) 焊接
二氧化碳气焊是下文介绍的一种 MAG 焊,但它是一个独立的项目,因为它是最流行的气体保护电弧焊。
由于二氧化碳是一种活性气体,具有氧化金属的作用,但用于二氧化碳焊接的焊丝中含有锰、硅等脱氧剂,可以防止氧化。
反应后的锰和硅变成MnO(氧化锰)和SiO2(氧化硅),焊接后在表面以熔渣的形式出现。
二氧化碳的半自动焊接不使用昂贵的气体,因此具有良好的性价比和高生产率,因此适用于使用自动机器不够的数量的生产。
MAG 焊接
如上所述,MAG(Metal Acctive Gas)焊接也包括二氧化碳气体焊接,但使用氩气和二氧化碳气体的混合气体时似乎通常称为MAG焊接。
通过将 CO2 比例降低到 27% 或更低,熔融金属从焊丝的转移变得顺畅,与二氧化碳气体焊接相比,可以实现飞溅更少的高质量焊接。
用于 MAG 焊接的焊丝的锰和硅含量低于用于二氧化碳气焊的焊丝。如果使用 MAG 焊丝进行二氧化碳气焊,可能会出现产生气泡等问题,如果使用 MAG 焊丝进行 MAG 焊接,则可能会出现焊缝硬化等问题。到现场使用的电线。
MIG 焊接
MIG(Metal Inert Gas)焊接是一种使用氦气或氩气作为保护气体的焊接方法。
由于它使用昂贵的惰性气体作为气体,所以主要用于铝合金、不锈钢、耐热钢等,而不是用其他方法容易焊接的钢。
氩弧焊
钨极惰性气体是一种使用高熔点钨作为电极的非消耗电极式焊接方法。氩气用作保护气体。
由于电极不会磨损,因此需要用左手握住的焊条来供应供应到坡口的金属。
在某些情况下,对焊不使用焊条。反波焊接也是可能的。
TIG也适用于焊接SUS,虽然焊接速度较差,但它是一种非常通用的焊接方法。
如果您询问熟练的 TIG 工匠,我们将小批量焊接任何东西。
等离子焊接
等离子焊接与 TIG 焊接类似,但它是一种焊接方法,其中通过释放被电弧电离的气体,将电弧缩小到高能量密度。
它也适用于自动化,因为它可以集中在一个目标位置。
锁孔焊接可以穿透并产生回波,其在需要气密性的压力容器和高压管道中的应用正在扩大。
埋弧焊
埋弧焊法是一种自动焊接方法,其中将焊丝送入粉末状焊剂中,在焊丝尖端和母材之间产生电弧,然后进行焊接。
埋弧焊需要大型设备,但可以进行大电流的高效焊接,适合高速焊接厚板。
激光焊接
激光焊接是通过用激光照射要焊接的部分进行焊接的方法。
由于激光具有极高的能量密度,因此可以进行热影响区极小的焊接。
根据传输激光的方法,有属于固态激光器的 YAG(钇铝石榴石)激光器和属于气体激光器的 Co2 激光器,但将 YAG 激光器用于焊接应用的例子很多。
由于它是一种能量很高的激光,即使反射光进入你的眼睛,你也可能会失去视力,你需要在隔断中工作。
过去我应用激光焊接时,工件是通过自动插入防护门而完全隔离和焊接的。
激光焊接也适用于自动化,因为它会熔化目标区域。一旦确定了条件,就可以进行非常稳定的焊接,几乎没有变化。
电子束焊接
电子束焊接是在高真空中发射电子,在高压下加速并与被焊接部件碰撞,将动能转化为热能进行焊接的方法。
由于是真空焊接,不氧化,具有高速、熔深极深的特点。
用于焊接飞机等精密零件。
电渣焊
这是一种利用熔融金属电阻产生的焦耳热的焊接方法。
它用于需要立焊的大型结构。
正确使用焊接
我将解释作为设计师选择各种焊接方法时的要点。
按热输入量选择
焊接的热量越多,
-
焊接应变增加
-
热影响区物性变化变大
-
热负荷施加到其他部分
会有诸如此类的有害影响。
因此,焊接时的热输入量越小越好。
当然,它会根据条件设置而变化,因此它是一个具有大量 m 的指南,但是如果按照热量输入的升序排列主要焊接方法,
电子束 <激光 <等离子 <TIG <MIG / MAG / CO2 <屏蔽金属弧 <气体
看起来像。
能量密度越高,熔化范围越窄,因此需要的热量输入越少。
对于性能要求较高的机械零件和精密机械零件,应选择热输入尽可能少的焊接方法。
从零件形状中选择
如果壁厚为 1 mm 或以下,则以 TIG 或以下的热输入焊接是合适的。
在进行管道对焊时,在 CO2 等半自动焊接中,使用带坡口接头的焊条将肉堆积起来。如果焊接方法的热量输入量小于 TIG 焊接的热量,也可以不使用坡口(I 型坡口)和不使用焊条进行焊接。
选择要焊接的材料
对于钢和SUS材料,以上介绍的所有焊接方法均适用。
您在选择时必须考虑成本和生产力。
对于铝,MIG 和 TIG 焊接是合适的。
从大规模生产力中选择
合适的焊接方法根据要焊接的零件的批量生产数量而有很大的不同。
对精度要求不高或焊后完成的 1 到 10 件也可以进行金属保护电弧焊。
TIG的手工焊接适用于少量的精密焊接。
随着数量的增加,TIG 变得更加困难,因此自动供应焊丝的半自动 CO2 焊接和铝的 MIG 焊接是合适的。
如果数量进一步增加,它将成为一台自动机器。CO2、MAG、MIG的焊接机器人,TIG、等离子、激光的精密自动焊接也是可能的。
什么焊接方法适合自动化?
之前使用自动 TIG 焊机时,电弧的飞行方式存在偏差,难以进行稳定的焊接。如下图所示,这是通过旋转圆柱形工件来焊接精密零件,无需固定电极、工字坡口和焊条。
在下图①的状态下,电弧飞散均匀,可以进行良好的焊接,但在量产时,零件的尺寸和偏心量会产生偏差,可能会出现②所示的焊接步骤......
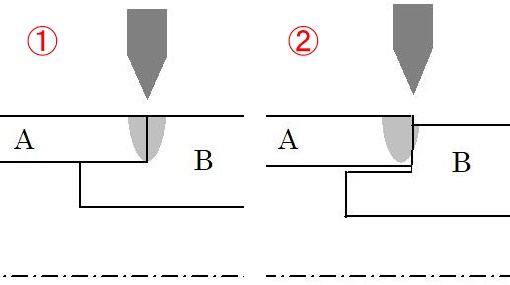
由于许多电弧飞离电极更近,因此存在许多构件B几乎不熔化的缺陷。
这只是一个例子,TIG焊接自动化的情况很多,没有任何问题,但我认为熔化目标的焊接方法,如等离子焊接和激光焊接,往往变化较小。
概括
从某种意义上说,设计师就像制作人一样,需要能够成功地提取和组合不同专业工作的能力。
如果不能自己焊接也没有问题。选择最合适的焊接方法,并有能力与焊接专业人士进行良好的交谈,以便设计出合适的焊缝。
|


