|
A7耐磨工具钢是一种铬改性的A7型空气硬化工具钢,具有出色的耐磨性。高碳和钒含量导致钢中有大量硬质碳化钒颗粒。这些碳化物的硬度相当于约80至85 Rockwell C.抵抗与其他钢的滑动接触以及与干磨和湿磨的硬磨料颗粒如砂,喷丸介质和陶瓷的接触。
A7应用:砖模衬里,砂抛釉衬里,抛丸设备衬里,陶瓷挤压工具,粉末压实工具和机床方式。
A7化学成分
|
碳
|
锰
|
硫
|
硅
|
铬
|
钼
|
钒
|
|
2.60
|
0.60
|
max0.005
|
0.30
|
8.25
|
1.20
|
4.50
|
A7相对属性
A7物理特性
· 可加工性: 1%碳钢的20-25%
A7热处理说明
硬化
临界温度: Ac1:1340ºF(727ºC)
预热:加热速度不超过400ºF/小时(222ºC/小时)至1200-1300ºF(649-704ºC)并均衡。
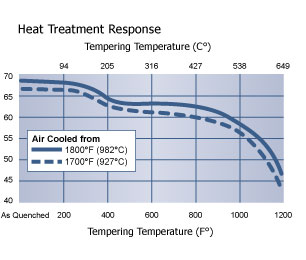
奥氏体化(高温):从预热中迅速加热。炉或盐:1700-1800°F(927-982°C)。为获得最大韧性,请使用1700°F(927°C)。为获得最大耐磨性,使用1800°F(982°C)。
在每英寸(25.4毫米)厚度的温度下浸泡15分钟; 最少30分钟。
淬火:空气或加压气体。对于空气冷却,在静止空气中冷却至150-125°F(66-51°C)。
回火:淬火后立即回火。典型的回火温度为300°F(149°C),以获得最大的耐磨性。保持温度4小时,然后空气冷却至环境温度。
在900°F(482°C)以上的温度下,要获得最大的韧性,双重回火,2小时加2小时。
退火
退火必须在热加工后和再硬化之前进行。
以不超过400°F /小时(222°C /小时)至1500-1550°F(816-843°C)的速率加热,并保持最高厚度每英寸(25.4mm)的温度1小时; 最少2小时。然后用炉子以不超过每小时50°F(28°C /小时)至1000°F(538°C)的速度缓慢冷却。继续在炉中或空气中冷却至环境温度。最终硬度应最大为293 HBW。
|



